
| ТК 912 Ф3 |
Станок является специальным колесотокарным станком, оснащенный двумя суппортами и предназначенным для обточки бандажей колесных пар с диапазоном диаметров круга катания 840 - 1120 мм, в специальном исполнении 840 – 1250 мм. Конструкция колесотокарного станка приспособлена для восстановления изношенных бандажей колесных пар с шириной рельсового пути 1520мм.
В соответствии со своим назначением, колесотокарный станок ТС912Ф3 имеет следующие возможности обточки:
-точение по всему профилю бандажа колесной пары;
-обточка профилей с шириной гребня 27 мм, 30 мм, 33 мм без переналадки станка
Эксплуатация станка производится в климатических условиях УХЛ4 по ГОСТ 15150-69 .




Технические характеристики станка
| Основные характеристики | |
| Ширина железнодорожной колеи, мм | 1520 (1524) |
| Диаметр обрабатываемых бандажей колесных пар по кругу катания, мм | 840-1120 |
| Межбандажное расстояние колесной пары, мм | 1437-1443 |
| Количество суппортов | 2 |
| Скорость установочных перемещений | |
| Рабочий ход суппортов, мм/мин | |
| Продольный | 400 |
| поперечный | 380 |
| Ускоренный ход суппортов, мм/мин | 2400 |
| Режимы обточки | |
| Номинальная глубина резания, мм | 4 |
| Максимальная глубина резания, мм | 6 |
| Подача, мм/мин | 0,6 – 1,5 |
| Скорость вращения колесной пары, об/мин | 3-25 бесступенчатое регулирование |
| Основные параметры обработки | |
| Точность обработки профиля, мм | 0,1 |
Разность диаметров по кругу катания колес, насаженных на одну ось, мм, не более | 0,2 |
| Шероховатость обработанной поверхности, мкм | Rа ≤ 20 |
| Системные данные | |
| Базирование режущего инструмента | автоматическое |
| Метод обточки | программный |
| Режим обточки | автоматический, ручной |
| Система управления | ЧПУ «SIEMENS» |
| Производительность | |
| Продолжительность обточки колесной пары, мин, не более | 15* |
| Основные характеристики электрооборудования | |
| Ток | переменный, 3-фазный |
| Напряжение, В | 380 (+15 -10) |
| Частота, Гц | 50 (± 1) |
| Установленная мощность, кВт, не более | 55 |
| Габаритные и весовые характеристики | |
| Габариты станка, мм : | |
| Длина | 8000 |
| Ширина | 2800 |
| Высота | 2000 |
| Масса станка и оборудования, кг | 35000 |
Примечание:
* В автоматическом режиме по всему профилю бандажа за один проход, при установленной глубине резания не более 4 мм. Обтачиваемая колесная пара без значительных термических и механических повреждений, без местных образований и неметаллических включений
Общая компоновка и особенности станка
Станок имеет горизонтальную компоновку.
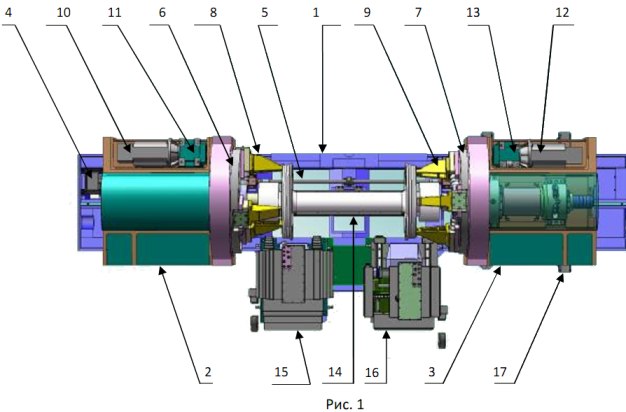
Станина (поз.1, рис.1) станка является несущей конструкцией, выполненной с учетом повышенных требований к жесткости и точности обточки, и представляет собой цельное литое чугунное изделие с большой опорной поверхностью.
На станине расположен редукторный узел (поз.4, рис.1) перемещения бабок, промежуточный вал (поз.5, рис.1) и опоры винтов их перемещения.
Облегченная конструкция бабки позволила расширить ее функциональное использование. Бабка (поз.2,3, рис.1) выполнена методом литья и изготовлена из серого чугуна. Конструктивное исполнение станка позволило автономно разместить все приводные механизмы станка отдельно в левой и правой бабках.
На станке применены поводки зажима колесной пары (поз.8,9, рис.1) с радиальным размещением установленные на планшайбах (поз.6,7, рис.1) бабок. Использование узла перемещения пиноли с независимым приводом и устройством отключения при зажиме (перегрузке) позволило упростить обслуживание станка. Упрощенная схема фиксации бабок гидравлическими зажимами (поз.17, рис.1) увеличила эффективность ее использования при обточке колесной пары.
На станке установлены два идентичных суппорта (поз.15,16, рис.1) для обточки бандажа колесной пары по программе заложенной в СЧПУ. Обточка может производиться как раздельно каждым суппортом, так и одновременно. Суппорт имеет два независимых привода, которые состоят из электропривода с широким диапазоном регулирования, синхронного электродвигателя 1FK7060, планетарного редуктора Alpha с гарантированным «нулевым» зазором и конечного звена винт-гайка
качения ШВП с предварительным натягом.
Электрические трассы суппорта выполнены кабеленесущей цепью закрытого типа, обеспечивающей надежную защиту от повреждения стружкой. На резцовых салазках установлен резцедержатель с тангенциальными твердосплавными пластинами. Пластины крепятся в кассетах для оперативной их замены без последующей корректировки инструмента.
В зоне резцедержателя расположено сертифицированное измерительное устройство, позволяющее производить обмер профиля бандажа колесной пары по всем контролируемым параметрам. На основе данных измерительного устройства выполняется базирование суппорта перед обточкой, расчет параметров обточки и режимов резания. Продольное и поперечное перемещение суппорта контролируется датчиками положения, работающими совместно с СЧПУ. Обмер профиля бандажа колесной пары и обточка профиля выполняются в автоматическом режиме под управлением технологической программы СЧПУ.
Главный привод вращения планшайбы выполнен с применением асинхронного электродвигателя (поз.10,12, рис.1) и высокоточного редуктора (поз.11,13, рис.1). Устройство частотного регулирования позволяет выполнять обточку в широком диапазоне оборотов с плавным регулированием.
Использования независимых приводов главного движения исключило необходимость применения такого узла как главный вал, что позволило значительно сократить кинематическую цепь электродвигатель гл. привода – планшайба и повысить надежность станка в целом.
На станке применен гидравлический домкрат (поз.14, рис.1) с автоматической установкой на ось центров. Применение датчиков положения колесной пары при установке на станок исключает риск механического повреждения узлов и механизмов станка.
Система управления станка состоит из центрального пульта управления с размещенной на нем панелью оператора и станции управления.
На центральном пульте расположено:
-панель системы ЧПУ, для задания режимов работы и контроля процесса обточки профиля;
-панель оператора, для работы станка в режимах «Наладка», «Измерение», «Обточка» и управления остальными узлами станка.
В электрошкафу станции управления установлен системный блок ЧПУ, преобразователи приводов подач, низковольтная пусковая аппаратура, аппаратура управления приводом колесной пары. Так-же в комплект поставки станка входят: гидростанция, РВД и трубопроводы, электрические трассы соединений, защитные крышки и кожуха
Подробное описание конструкции станка и его узлов, а так-же их принцип работы приведены в руководстве по эксплуатации станка.
Управление станком осуществляется при помощи системы ЧПУ обеспечивающей необходимую точность обточки бандажей колесных пар без выкатки из под локомотива, с выполнением требований к размерам и значениям параметров бандажей колесных пар приведенных в инструкции ЦВ3429, и исключающую переналадку станка при обточке различных профилей бандажей колесных пар.
Применение системы ЧПУ обеспечивает:
- обточку бандажа колесных пар по всему профилю в автоматическом режиме (двумя суппортами), в соответствии с чертежами профилей указанных в инструкции ЦВ3429;
- работу станка в ручном режиме для устранения местных (локальных) дефектов профиля бандажа колесных пар;
- отображение данных технологического процесса работы станка и обточки бандажа колесной пары на экране панели оператора (русскоязычное меню);
- текущую диагностику состояния узлов и механизмов станка с выводом сообщения о неисправности на панель оператора.
