
| ТК 941 Ф3 |
Станок является специальным подрельсовым колесотокарным станком, оснащенным одним суппортом и предназначенным для обточки бандажей колесных пар локомотивов с диапазоном диаметров круга катания 950-1250 мм. Конструкция колесотокарного станка приспособлена для восстановления изношенных колесных пар с шириной рельсового пути 1520 мм.
Конструктивное исполнение станка предполагает его установку под рельсовое пространство. Подвижные рельсы станка являются продолжением рельсового пути депо. В соответствии со своим назначением, колесотокарный станок ТК941Ф3 имеет следующие возможности обточки:
-точение по всему профилю бандажа колесной пары;
-точение отдельных участков профиля бандажа колесной пары для устранения локальных дефектов.
Вращение колесной пары осуществляется от локомотива с помощью частотного преобразователя с бесступенчатым регулированием оборотов. Эксплуатация станка производится в климатических условиях УХЛ4 по ГОСТ 15150-69 .



Технические характеристики станка
| Основные характеристики | |
| Ширина железнодорожной колеи, мм | 1520 (1524) |
| Диаметр обрабатываемых бандажей колесных пар по кругу катания, мм | 950-1250 |
| Межбандажное расстояние колесной пары, мм | 1437-1443 |
| Количество суппортов | 1 |
| Скорость установочных перемещений | |
| Рабочий ход суппортов, мм | |
| Продольный | 1740 |
| поперечный | 150 |
| Ускоренный ход суппортов, мм/мин | 2400 |
| Режимы обточки | |
| Номинальная глубина резания, мм | 2,5 |
| Максимальная глубина резания, мм | 4 |
| Подача, мм/мин | 0,1 – 1,5 |
| Скорость вращения колесной пары, об/мин | 5-25 бесступенчатое регулирование |
| Основные параметры обработки | |
| Точность обработки профиля, мм | 0,2 |
Разность диаметров по кругу катания колес, насаженных на одну ось, мм, не более | 0,4 |
| Шероховатость обработанной поверхности, мкм | Rа ≤ 20 |
| Системные данные | |
| Базирование режущего инструмента | автоматическое |
| Метод обточки | программный |
| Режим обточки | автоматический, ручной |
| Система управления | ЧПУ «SIEMENS» |
| Производительность | |
| Продолжительность обточки колесной пары, мин, не более | 40* |
| Основные характеристики электрооборудования | |
| Ток | переменный, 3-фазный |
| Напряжение, В | 380 (+15 -10) |
| Частота, Гц | 50 (± 1) |
| Установленная мощность, кВт, не более | 22 (30**) |
| Габаритные и весовые характеристики | |
| Габариты станка, мм : | |
| Длина | 2610 |
| Ширина | 3840 |
| Высота | 1100 |
| Масса станка и оборудования, кг | 6900 |
Примечание:
* В автоматическом режиме по всему профилю бандажа за один проход, при установленной глубине резания не более 2,5 мм. Обтачиваемая колесная пара без значительных термических и механических повреждений, без местных образований и неметаллических включений
** Исполнение станка в комплектации с независимым приводом – специальное исполнение
Станок в специальном исполнении
На станке специального исполнения применено устройство независимого привода главного движения для обточки бандажей колесных пар без собственного тягового электропривода.
Общая компоновка и особенности станка
Станок имеет горизонтальную компоновку.
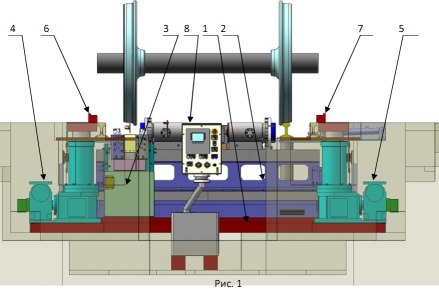
Опорная рама станка (поз. 1, рис.1) служит для жесткого закрепления непосредственно как самого станка, так и его узлов. При монтаже станка, опорная рама после установки на площадку подготовленного фундамента, заливается бетоном.
Станина (поз. 2, рис.1) выполнена с учетом повышенных требований к жесткости и точности обточки и представляет собой цельную литую чугунную конструкцию с большой опорной поверхностью и плоскостями под каленые стальные направляющие для продольного перемещения суппортов.
На станке установлен один вертикальный суппорт (поз. 3, рис.1). Суппорт имеет два независимых привода, которые состоят из электропривода переменного тока с широким диапазоном регулирования, синхронного электродвигателя 1FK7, планетарного редуктора Alpha с гарантированным «нулевым» зазором и конечного звена винт-гайка качения ШВП с предварительным натягом.
Электрические трассы суппорта выполнены кабеленесущей цепью закрытого типа, обеспечивающей надежную защиту от повреждения стружкой. На поперечных салазках установлен резцедержатель с тангенциальными твердосплавными пластинами. На боковых поверхностях салазок, в зоне резцедержателя расположено сертифицированное измерительное устройство, позволяющее производить обмер профиля бандажа колесной пары по всем контролируемым параметрам. На основе данных измерительного устройства выполняется базирование колесной пары в вертикальной плоскости.
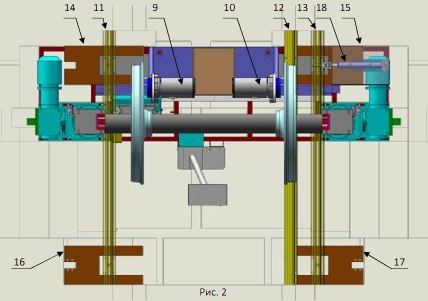
Обмер профиля бандажа колесной пары, вывешивание оси и обработка профиля выполняется в автоматическом режиме под управлением технологической программы СЧПУ. Для исключения возможности смещения оси колесной пары во время обточки, на станке применены фиксирующие ролики (поз. 9,10, рис.2). Фиксирующие ролики оборудованы датчиками положения, что позволяет осуществить контроль их положения и усилия прижима к бандажу колесной пары.
Два винтовых домкрата (поз. 4,5, рис.1) с широкими опорными поверхностями приводимые в действие червячными редукторами установлены на опорную раму станка. Верхняя площадка домкрата оборудована пазами для установки сменных технологических проставок (поз. 6,7, рис.1). Домкраты оборудованы отсчетными устройствами для контроля перемещения и вывешивания оси колесной пары. Данные, полученные от отсчетных устройств, выводятся на экран панели оператора.
Подвижный рельс (поз. 11,12, рис.2) станка, установленный на опорных платформах (поз. 14,15, рис.2) фронтальных и тыловых (поз. 16,17, рис.2), перекрывает пространство, в котором установлен станок и является продолжением рельсового пути депо. При проведении обточки колесной пары рельс отводится из зоны резания (поз. 13, рис.2) с помощью гидроцилиндров (поз. 18, рис.2) для вывешивания колесной пары и ее дальнейшей обработки.
Система управления станка состоит станции управления и центрального пульта управления (поз. 8, рис.1) с размещенной на нем панелью оператора. В электрошкафу станции управления установлен системный блок ЧПУ, преобразователи
приводов подач, низковольтная пусковая аппаратура, аппаратура управления приводом колесной пары.
Станок комплектуется частотным преобразователем для регулирования числа оборотов тягового электродвигателя локомотива при обточке.
Подробное описание конструкции станка и его узлов, а так-же их принцип работы приведены в руководстве по эксплуатации станка.
Управление станком осуществляется при помощи системы ЧПУ обеспечивающей необходимую точность обточки бандажей колесных пар без выкатки из под локомотива, с выполнением требований к размерам и значениям параметров бандажей колесных пар приведенных в КМБШ.667120.001РЭ, и исключающую переналадку станка при обточке различных профилей бандажей колесных пар.
Применение системы ЧПУ обеспечивает:
- обточку бандажа колесных пар по всему профилю в автоматическом режиме (двумя суппортами), в соответствии с чертежами профилей указанных в КМБШ.667120.001РЭ;
- работу станка в ручном режиме для устранения местных (локальных) дефектов профиля бандажа колесных пар;
- отображение данных технологического процесса работы станка и обточки бандажа колесной пары на экране панели оператора (русскоязычное меню);
- текущую диагностику состояния узлов и механизмов станка с выводом сообщения о неисправности на панель оператора.
